 LC系列罗茨泵LC系列罗茨泵的工作原理:在泵腔内,有二个“8”字...
LC系列罗茨泵LC系列罗茨泵的工作原理:在泵腔内,有二个“8”字... YCB20圆弧齿轮泵YCB20圆弧齿轮泵、YCB齿轮泵结构:该泵由泵体、泵盖...
YCB20圆弧齿轮泵YCB20圆弧齿轮泵、YCB齿轮泵结构:该泵由泵体、泵盖... JMB系列聚醚输送泵JMB系列聚醚多元输出计量泵主要用于聚胺酯行业。具...
JMB系列聚醚输送泵JMB系列聚醚多元输出计量泵主要用于聚胺酯行业。具...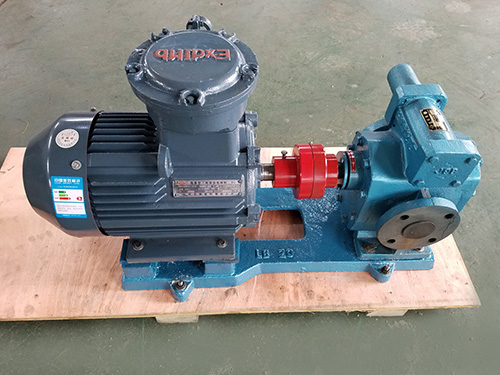 JQB20-0.6 热皂液泵JQB型剪切泵、皂液泵出脂泵是根据润滑油、脂行业实...
JQB20-0.6 热皂液泵JQB型剪切泵、皂液泵出脂泵是根据润滑油、脂行业实... KCB200齿轮泵KCB200齿轮油泵是KCB齿轮油泵系列的一种,此泵结构简...
KCB200齿轮泵KCB200齿轮油泵是KCB齿轮油泵系列的一种,此泵结构简...齿轮泵体的;齿轮泵体裂纹的。通常有用铸508镍铜焊条焊补,焊后要求焊缝密切无气孔,与泵盖接合表面平面度偏差应不大于0.05mm;积极轴衬套孔与从动轴孔磨损后的。积极轴衬套孔磨损后,可采用铰削的方式铲除磨损踪迹,而后镶配加大尺寸的衬套;从动轴孔磨损后,也惯用铰削法铲除磨损踪迹,而后按铰削后孔的本质尺寸,配制加大直径尺寸的从动轴。
齿轮泵壳内腔磨损后的。通常采用内腔镶圈法。将内腔镗大后,再镶配铸铁或钢制镶圈。镶圈后,再将内腔镗到要求的准则尺寸,并把伸出端面的镶圈磨掉,使与泵壳分解面平齐。阀座磨损后的。球形阀阀座磨损后,有用一钢球放到阀座上,用金属棒悄悄敲击钢球数次,直到球阀与阀座密合为止。若阀座磨损较要紧,可先加以管制。
齿轮泵盖的;齿轮泵盖劳动平面磨损后的。当泵盖劳动平面磨损超出0.1mm时,应加以。泵盖劳动平面磨损较小时,有用手工研磨法铲除磨损踪迹,行将泵盖放在平台或厚玻璃板上,在泵盖劳动平面与平台表面之间参与气门砂实行研磨。
当磨损量较大,存在要紧不日常,应选用先车削后磨光的方法。积极轴射套孔磨损后的。与壳体上积极轴射套孔磨损后的方式雷同。

